VI. CONSTRUCCIÓN DE UN PEQUEÑO TELESCOPIO REFLECTOR
DESCRIBIREMOS ahora la construcción de un pequeño telescopio newtoniano para usos astronómicos. El primer paso es reunir los materiales necesarios, que son los siguientes:
1. Un disco de vidrio de 15 cm de diámetro y 19 mm de grueso como mínimo, con el que se hará el espejo objetivo. Este puede ser vidrio de ventana ordinario, que se puede comprar en cualquier vidriería bien surtida. Sin embargo, se puede obtener un espejo de mejor calidad si se usa un vidrio con un coeficiente de expansión térmica menor. La razón es que durante el pulido es irremediable calentar la superficie del vidrio, la cual se deforma por la expansión térmica que se produce. Este vidrio es el llamado Pyrex, fabricado por la compañía Corning Glass, pero sólo se consigue de importación, a través de varias compañías de los Estados Unidos. Un vidrio con propiedades idénticas, llamado Pyr-O-Rey, lo fabrica la Vidriera Monterrey, pero no lo vende directamente en pequeñas cantidades. Sin embargo, se puede adquirir a través del Centro de Investigaciones en Óptica en León, Gto.
2. Es necesarrio también un disco de vidrio ordinario, del mismo diámetro del espejo, con un grueso mínimo de 10 mm. Ésta será la herramienta para dar la curvatura al espejo.
3. Los abrasivos que se necesitan son los siguientes:
a) 250 gramos de Carborundum del núm. 80.
b) 100 gramos de Carborundum del núm. 120.
c) 100 gramos de Carborundum del núm. 220.
d) 100 gramos de esmeril fino.
e) 250 gramos de pulidor para vidrio.
El Carborundum es óxido de silicio sintético, y se consigue en cualquier casa que venda abrasivos.
El esmeril fino es casi siempre óxido de aluminio natural o sintético. Puede ser Corundum núm. 303 o Alundum de 15 micras. Es casi siempre de color blanco, y se consigue en las casas distribuidoras de materiales para las ópticas, o en las ópticas mismas, si tienen taller.
El pulidor puede ser el que llaman frecuentemente rouge, debido a su color rojo, que es óxido de hierro. También se puede usar óxido de cerio, que tiene un color rosa claro, óxido de titanio, que es blanco, o bien un pulidor conocido con el nombre comercial de Barnesita. Cualquiera de ellos es bueno, aunque el que menos se recomienda es el rouge por su color rojo intenso que invade todo. Los pulidores se pueden conseguir en las mismas casas que venden el esmeril fino.
4. Para hacer la herramienta pulidora es necesario lo siguiente:
a) 200 gramos de brea, en trozos grandes y limpios.
b) 50 gramos de chapopote, también en trozos grandes y limpios.
c) Un bote grande donde se pueda fundir el chapopote con la brea.
5) Los materiales auxiliares que se necesitan para pulir el espejo son: una cuchara, cuatro brochas de una pulgada de ancho, cuatro pomos de vidrio pequeños con tapa, tres franelas y un cuadro de madera de 30 x 30 cm y 3 cm de grueso.
Para proceder al esmerilado grueso, primeramente se coloca la herramienta de vidrio sobre el cuadro de madera, sujetándola con cuatro pequeñas tiras de madera clavadas a los lados de la herramienta, como se muestra en la figura 47. Después se pone agua en tres pomos de vidrio, y se mezcla un poco de esmeril de diferente grueso en cada uno de ellos. Debe tenerse un cuidado extremo al manejar los esmeriles, pues no deben contaminarse en lo mínimo unos con otros.
Figura 47. Tabla con la herramienta de vidrio sobre ella.
A continuación, se busca el lugar de trabajo, que puede ser cualquiera de los tres siguientes, en orden de preferencia: a) Un barril metálico de una altura superior a la cintura del trabajador, donde se colocará al centro la herramienta de vidrio sobre la tabla. b) Una mesa con la altura adecuada, donde se usará una esquina como lugar de trabajo. c) Un lavadero de ropa, que también se puede improvisar como lugar de trabajo.
El siguiente paso es poner con una de las brochas un poco de esmeril con agua, del más grueso, sobre la herramienta de vidrio. Luego se coloca el vidrio del espejo sobre la herramienta, como se muestra en la figura 48. A continuación, se efectúan tres movimientos combinados del espejo que vamos a tallar, sobre la herramienta. Uno de los movimientos es en círculo, pasando el centro del espejo cerca de la orilla de la herramienta, pero sin llegar a ella. El segundo movimiento simultáneo es el de rotación del espejo sobre su propio eje, a fin de uniformar el desbaste del espejo, en todos sus diámetros. El tercer movimiento que debe hacerse simultáneamente es el de un movimiento de rotación del vidrio herramienta a fin de que el desbaste también sea uniforme en esta herramienta. Este último movimiento puede efectuarse de dos maneras: con un movimiento muy lento del trabajador alrededor del barril o mesa sobre la que se trabaja, o bien moviendo de vez en cuando en pequeño ángulo, más o menos frecuentemente, el vidrio herramienta, que está fijo al lugar de trabajo.

Figura 48. Vidrio sobre herramienta, esmerilándose.
Con estos movimientos el espejo comenzará a hacerse cóncavo, comenzando por una pequeña depresión en el centro, que se irá ampliando poco a poco hasta cubrir finalmente todo el espejo, como se ilustra en la figura 49. Por último, con una regla se podrá ver claramente la concavidad.
Figura 49. Avance del proceso de generado de la curva mediante el esmerilado.
El proceso de esmerilado consiste en la producción de pequeñas fracturas en la superficie del vidrio, que se producen al rodar los granos de esmeril entre los dos vidrios que se frotan uno sobre otro, según se muestra en la figura 50. En este proceso los granos de esmeril se fragmentan en pedazos más pequeños, que se van mezclando con las partículas de vidrio, formando una pasta blanquecina que casi no tiene poder abrasivo. Cada que se forme esta pasta con el trabajo, debe eliminarse enjuagando con agua tanto el espejo como la herramienta. A continuación se pone nuevo esmeril con agua, con la brocha, y se sigue con el trabajo (Figura 51).
Figura 50. Mecanismo microscópico del esmerilado.
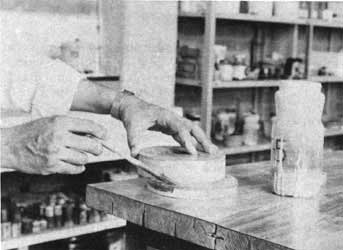
Figura 51. Alimentación de esmeril con la brocha.
La distancia focal debe medirse frecuentemente a fin de mantenerla dentro del valor deseado, que es alrededor de 150 centímetros, lo cual nos produce una relación focal f/l0. La medición se efectúa de una manera muy sencilla, enjuagando muy bien el espejo con agua y, mientras está mojado, reflejando en él la luz del Sol sobre una pared. La distancia del espejo a la luz reflejada sobre la pared debe variarse hasta que la mancha luminosa sea lo menor posible. Entonces, la distancia del espejo a la pared es la distancia focal.
La distancia focal disminuye rápidamente si el movimiento circular del espejo sobre la herramienta tiene un diámetro grande, casi del diámetro de la herramienta. Si el diámetro de este movimiento circular es pequeño, la distancia focal no crece, y solamente le dará más precisión a la forma esférica, por lo que es muy conveniente hacerlo así al final del esmerilado grueso. La curvatura disminuirá, aumentando la distancia focal si se intercambian las posiciones de la herramienta y el espejo, poniendo el espejo abajo y la herramienta arriba de él.
Una vez que se ha logrado esmerilar toda la superficie del espejo y obtener la distancia focal correcta, se repite la operación de esmerilado con la herramienta abajo, usando un grano de esmeril más fino. La única diferencia es que la amplitud del movimiento circular debe ser menor. Cuando el grano sobre la superficie del vidrio sea uniforme y no queden ya huellas del esmeril usado anteriormente, es hora de pasar al esmerilado fino.
El esmerilado fino debe hacerse después de una limpieza de los vidrios y del lugar de trabajo lo más completa y cuidadosa posible, a fin de eliminar cualquier traza del esmeril usado anteriormente, ya que un solo grano del esmeril anterior que quedara causaría efectos desastrosos.
En esta etapa el movimiento circular se substituye por un movimiento diametral hacia el frente y de regreso hacia el trabajador, con una carrera total menor al diámetro del espejo. Los movimientos de rotación del espejo y de la herramienta deben conservarse iguales a fin de no perder la simetría esférica del espejo. Este tallado debe mantenerse hasta que desaparezcan todos los granos del esmeril anterior, lo cual debe verificarse cuidadosamente bajo una lámpara o en el Sol, con una lupa. Igual que antes, deben lavarse el espejo y la herramienta de vez en cuando, poniendo esmeril nuevo. Cualquier hincapié que se haga en la limpieza vale la pena, pues es muy fácil crear rayaduras en el espejo con el polvo o un grano del esmeril anterior. Una pequeña rayadura no deteriora la imagen, pero sí disminuye la belleza del espejo.
Otra precaución que hay que tener durante el esmerilado fino es la de no dejar secar las superficies durante el tallado, pues tienen un contacto tan bueno una sobre la otra que se puede crear un vacío entre ellas, pegándolas fuertemente entre sí. Si esto sucede es muy difícil despegarlas.
FABRICACIÓN DE LA HERRAMIENTA PULIDORA
Para comenzar, fragmente tanto el chapopote como la brea en pequeños pedazos y colóquelos todos dentro de un bote limpio, para fundirlos sobre una parrilla eléctrica. Si se hace esto sobre una estufa de gas, se recomienda hacerlo con el fuego muy bajo y continua supervisión, pues el chapopote es fácilmente inflamable. El contenido del bote debe mezclarse muy bien por medio de un pequeño trozo de madera. Si la mezcla resulta muy suave, será fácil deformarla con la presión de un dedo y por lo tanto la herramienta no conservará su forma. Por el contrario, si la mezcla resulta muy dura, fácilmente se fragmentará en pedazos con cualquier presión o golpe. En conclusión, la mezcla no debe quedar ni muy suave ni muy dura. Al presionar con la uña del pulgar, debe quedar una marca, pero no muy profunda. En caso necesario la mezcla se puede suavizar añadiendo un poco de aguarrás, o endurecer añadiendo un poco de brea. La temperatura afecta mucho la dureza, por lo que las proporciones exactas de los materiales no pueden darse. Simultáneamente con el calentamiento del chapopote, deben calentarse poco a poco en agua tibia, a alrededor de 50º C, tanto el espejo como la herramienta, a fin de tenerlos tibios para que no se fracturen por expansión térmica en el siguiente proceso.
Ahora debe colocarse una banda de cartón alrededor de la herramienta con el fin de poder vaciar sobre la superficie convexa la mezcla de chapopote caliente, hasta tener una capa de alrededor de 6 milímetros de grueso. Se deja reposar después la herramienta hasta que el chapopote se enfríe lo suficiente para adquirir una consistencia similar a la plastilina. En el momento en que esto sucede se quita la banda de cartón y se pone agua jabonosa sobre el chapopote. En seguida se coloca el espejo sobre la herramienta, con la cara cóncava hacia el chapopote, y se presiona con algo de fuerza moviendo al mismo tiempo el espejo en pequeños círculos, hasta que la herramienta tome la forma convexa que se ajuste a la del espejo. Quizá haya necesidad de recalentar la herramienta en agua tibia y repetir el proceso de moldeo. Después se enfría completamente la herramienta en agua fría.
El siguiente paso es abrir canales en el chapopote para formar cuadros de unos 2.5 centímetros de lado, por medio de una navaja o cuchillo terminado en punta. Es necesario tener la precaución de que los canales queden asimétricos, es decir, que ninguno de ellos pase por el centro de la herramienta, pero que tampoco quede ningún cuadro centrado. Al terminar se lava muy bien la herramienta, se pone de nuevo agua jabonosa sobre ella, y se vuelve a moldear con el espejo. (Véase Figura 52.)
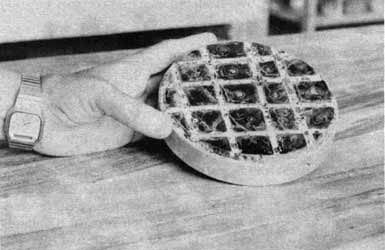
Figura 52. Herramienta pulidora.
Una vez lista la herramienta, como se muestra en la figura 52, se procede al pulido. Para comenzar, se mezcla un puño de pulidor con agua en uno de los pomos, y después se aplica sobre la herramienta por medio de una brocha limpia. El proceso de pulido se efectúa de igual manera que el esmerilado fino, con movimientos diametrales de pequeña amplitud, combinados con los movimientos de rotación del espejo y de la herramienta. Estos movimientos se pueden efectuar a mano, pero también en una máquina especial.
El secreto fundamental para que el espejo conserve su forma esférica durante el pulido es que la herramienta de chapopote no se deforme y que conserve exactamente su forma esférica original. Estas deformaciones pueden ocurrir de dos maneras, aun si el chapopote tiene la dureza adecuada. Una manera es dando amplitudes muy grandes al movimiento del espejo durante el pulido, y la otra es por deformaciones espontáneas o inducidas por temperatura o presiones mecánicas entre una sesión de pulido y otra. Esto se puede evitar si al terminar cada sesión de pulido se lavan y limpian muy bien tanto la herramienta como el espejo, se aplica una capa uniforme y delgada de polvo pulidor seco sobre la herramienta y luego se coloca el espejo sobre ella. Después se guarda esta pareja de herramienta y espejo en posición horizontal, con el espejo arriba y de preferencia con un pequeño peso de uno o dos kilogramos encima de ellos, en un lugar perfectamente libre de polvo, y a temperatura ambiente, lejos del sol directo.
En los primeros 30 minutos de pulido puede ya observarse una zona central brillante en la que se refleja muy claramente la luz. El tiempo total de pulido dura varias horas, según la presión y velocidad que ejerza el trabajador. El pulido se ha concluido cuando, observando el espejo con una lupa bajo la iluminación directa del sol, ya no se vean zonas semipulidas. La última zona en pulirse es generalmente la orilla.
Desde las primeras etapas de pulido es deseable comprobar la forma esférica del espejo mediante algunas pruebas ópticas. Las pruebas ópticas más comunes son la de Foucault, la de Ronchi y la de Hartmann, que ahora describiremos brevemente.
La prueba de Foucault, llamada también de la navaja, se lleva a cabo con una fuente luminosa puntual como se muestra en la figura 53. Si la fuente se coloca en el centro de curvatura de la esfera, es decir, a una distancia del espejo igual al doble de la distancia focal, la imagen, también puntual, se forma en el mismo centro de curvatura, sobre la fuente luminosa. Si la fuente luminosa se desplaza en forma lateral una pequeña distancia, la imagen se desplazará exactamente la misma distancia, pero en sentido opuesto. Si la superficie del espejo es una esfera perfecta, todos los rayos luminosos se reúnen en el punto imagen.
Figura 53. Arreglo para efectuar la prueba de la navaja.
Coloquemos ahora nuestro ojo cerca de la imagen, de tal manera que toda la luz penetre en el ojo, como se muestra en la figura 54. La superficie del espejo se verá completamente iluminada. Si una navaja intercepta los rayos dentro o fuera del punto de su punto de convergencia, se observará su sombra proyectada sobre la superficie del espejo, con una frontera recta entre la luz y la sombra, como se ve en las figuras 55(a) y (b), donde sólo se ha representado la luz de regreso. Si la navaja se coloca exactamente en el punto de convergencia de los rayos luminosos, habrá iluminación total o sombra total, según que la navaja cubra esta imagen puntual o no la cubra, como se muestra en la figura 55(c). Esta es una de las mejores maneras de medir el radio de curvatura con precisión.
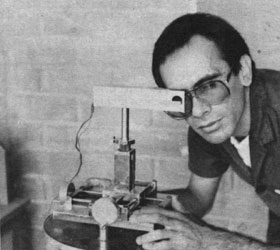
Figura 54. Prueba de Foucault de un espejo de telescopio.
Figura 55. Prueba de Foucault de un espejo cóncavo. (a) Espejo perfecto, con navaja dentro de foco. (b) Espejo perfecto, con navaja fuera de foco. (c) Espejo esférico perfecto, con navaja en el foco. (d) Espejo deformado, con navaja en foco intermedio.
Si la superficie no tiene forma esférica perfecta, como es el caso de una superficie irregular o de cualquier superficie cónica que no sea la esfera, la navaja proyecta una sombra irregular sobre el espejo, como se muestra en la figura 55(d). Afortunadamente, estas sombras tienen una interpretación muy simple, como se ilustra en la figura 56(a). Podemos imaginarnos que la superficie tiene irregularidades muy grandes, de tal manera que una luz que iluminara casi rasantemente el espejo pondría de manifiesto las irregularidades con unas sombras muy pronunciadas. Sólo tenemos que imaginarnos que la fuente de luz imaginaria está del lado opuesto al de la navaja.
 (b)
(b)
Figura 56. Interpretación rápida de la prueba de Foucault. (a) Imaginando una fuente de luz del lado opuesto a la navaja. (b) Imagen de Foucault.
Un espejo muy irregular tendría una apariencia similar a la que se muestra en la figura 56(b).
Un espejo parabólico de relación focal relativamente corta (f/5) aparecería con la prueba de Foucault como se muestra en la figura 57. Si la relación focal aumenta, el contraste de las sombras se va haciendo cada vez más tenue, hasta que finalmente desaparece. La diferencia entre un espejo parabólico y uno esférico con relación focal mayor de 1/10 es muy difícil de percibir.
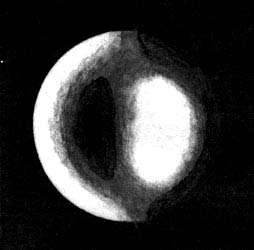
Figura 57. Imagen de Foucault de un espejo parabólico.
Aunque parezca sorprendente, con esta prueba es posible encontrar errores en la superficie, tan pequeños como un cuarto de la longitud de onda de la luz, lo cual es igual a un diezmilésimo de milímetro.
La prueba de Ronchi es similar a la prueba de Foucault, con la diferencia de que aquí se usa una rejilla llamada de Ronchi, con líneas mucho más abiertas que las de una rejilla de difracción, como se muestra en la figura 58. Las líneas de esta rejilla proyectan sobre el espejo sombras que son rectas, como se ve en las figuras 59(a), (b) y (c), sólo si el espejo es perfectamente esférico.
Figura 58. Arreglo experimental para hacer la prueba de Ronchi.
Las franjas aparecen sólo si la rejilla se coloca dentro o fuera del foco, con las franjas tanto más juntas entre sí cuanto más retirada esté la rejilla del foco. Las franjas se van espaciando entre sí cada vez más, hasta que finalmente desaparecen cuando la rejilla se aproxima al foco.
Cuando el espejo es parabólico, las franjas tienen la forma de las figuras 59(d), (e) y (f), según que la rejilla se coloque dentro o fuera del foco. Si la relación focal del espejo es grande (mayor de f/l O), las franjas se aproximan tanto a rectas que puede ser difícil distinguir la diferencia.
Figura 59. Imágenes de Ronchi o ronchigramas de un espejo cóncavo. (a) Espejo esférico, dentro de foco. (b) Espejo esférico en el foco. (c) Espejo esférico fuera de foco. (d) Espejo parabólico dentro de foco. (e) Espejo parabólico en el foco promedio. (f) Espejo parabólico fuera de foco.
Si el espejo tiene irregularidades, las franjas que se observan también serán irregulares, como se muestra en la figura 60. Es importante saber que las franjas no representan el perfil que tiene el espejo, sino su primera derivada, es decir, la pendiente de la superficie.
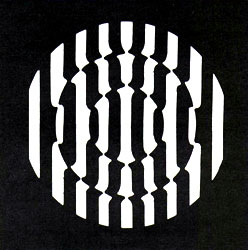
Figura 60. Ronchigrama de un espejo irregular.
Las rejillas de Ronchi tienen sus bandas claras y obscuras de la misma anchura. Sus frecuencias típicas son 30, 50, 80 y 100 líneas por pulgada. Estas rejillas se pueden adquirir en la compañía Edmund Scientific en Barrington, Nueva Jersey, o en el Centro de Investigaciones en Óptica en León, Gto.
La prueba de Hartmann no se usa mucho en telescopios para aficionados, por ser algo complicada en su interpretación, que requiere un buen tratamiento matemático. Sin embargo, es la más usada para la prueba de telescopios profesionales de gran diámetro debido a la gran precisión que tiene. Se describirá aquí esta prueba sólo muy brevemente.
El arreglo experimental para realizar la prueba de Hartmann se muestra en la figura 61, donde se ha colocado sobre el espejo una placa metálica muy delgada con un arreglo bidimensional de agujeros de diámetro muy pequeño con relación al del espejo, como se muestra en la figura 62(a). Cerca del foco se coloca una placa fotográfica que registrará unas manchas luminosas, cuyo arreglo depende de la forma del espejo. Si el espejo es esférico, las pequeñas manchas estarán alineadas como se muestra en la figura 62(b), pero si el espejo es parabólico o hiperbólico, el arreglo de manchas se parecerá al que se muestra en la figura 62(c).
Figura 61. Arreglo experimental para efectuar la prueba de Hartmann.
Figura 62. Pantalla y placas de Hartmann. (a) Pantalla de Hartmann. (b) Placa de Hartmann de un espejo esférico. (c) Placa de Hartmann de un espejo parabólico.
Si se desea probar un espejo parabólico o hiperbólico, primero se calculan las posiciones que deben tener las manchas en la placa de Hartmann. Después se toma la placa, se revela y se miden con un microscopio las posiciones de las manchas, y se calcula su desviación con respecto a su posición ideal calculada. Del conocimiento de estas desviaciones es posible calcular las deformaciones que tiene el espejo con respecto a su forma ideal.
El tubo para el telescopio se puede hacer de muy diferentes maneras, según el tipo de acabado y calidad que se desee. El tubo más barato sería uno de cartón, pero uno de mejor aspecto podría ser de PVC o de aluminio. La celda del espejo y el soporte para el espejo diagonal se pueden hacer de muy diversas maneras, según el ingenio del constructor. Una montura ecuatorial muy sencilla se puede construir a base de tubos y conexiones para agua que se pueden conseguir en cualquier plomería.



